








螺旋鋼管處理工藝包括預(yù)熱、加熱、冷卻:
(1)鋼軌頭部預(yù)熱利用工頻電源將鋼軌頭部感應(yīng)加熱,預(yù)到550~600°C,其目的是提高后期感應(yīng)加熱時(shí)的電效率。如:電源功率和頻率配置得合適,螺旋管生產(chǎn),螺旋焊管價(jià)格可以直接進(jìn)行感應(yīng)加熱而不必。
(2)鋼軌頭部加熱到淬火溫度利用中頻電源頻率為Hz電源將鋼軌頭部加熱到850~900T:,進(jìn)行短時(shí)間透熱均溫,頭部金屬完全奧氏體化。隨后,立即進(jìn)人快速淬火冷卻。
(3)鋼軌頭部淬火冷卻鋼軌頭部達(dá)到奧氏體化溫度后,立即行壓縮空氣噴吹或壓力噴霧淬火冷卻。在C曲線的高溫區(qū)段控冷卻速度,保持冷卻速度獲得細(xì)小片層間距的珠光體組織。淬火卻階段當(dāng)頭部溫度下降至450~500°C時(shí),應(yīng)停止壓縮空氣或壓 水霧冷卻,轉(zhuǎn)為空冷直到常溫。

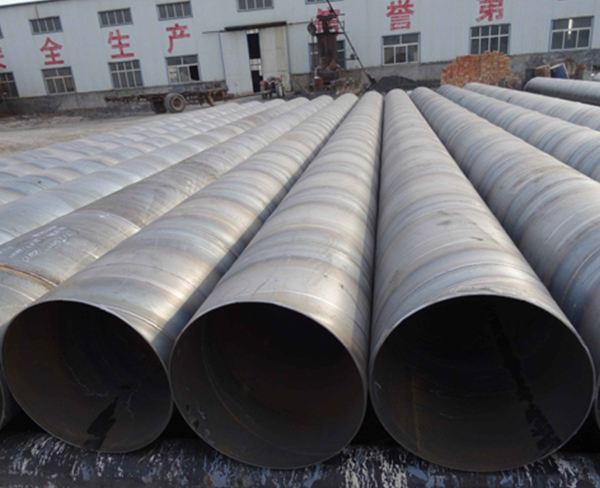
常見國標(biāo)螺旋鋼管厚度偏差范圍標(biāo)準(zhǔn)是多少
一:9711標(biāo)準(zhǔn)
9711標(biāo)準(zhǔn)也就是我們常說的國標(biāo),人們也習(xí)慣稱為國標(biāo)螺旋鋼管,主要應(yīng)用于石油等行業(yè),合肥螺旋管,對于直徑在508以下的要求偏差范圍是上下12.5%508以上的螺旋鋼管是上下10%。
二:5037標(biāo)準(zhǔn)
5037標(biāo)準(zhǔn)就是我們常說的部標(biāo),也是我們國家的標(biāo)準(zhǔn),大口徑螺旋管,然們習(xí)慣稱為部標(biāo)螺旋鋼管,主要是應(yīng)用于壓力非常小的流體工程,對于直徑在508以下的要求偏差范圍是上下12.5%508以上的螺旋鋼管是上下10%。

螺旋鋼管的工藝性能
1.彎曲性能
按下表規(guī)定的彎心直徑彎曲180度后,螺旋管生產(chǎn)廠家,鋼筋受彎曲部位表面不得產(chǎn)生裂紋。
2.反向彎曲性能
根據(jù)需方要求,鋼筋可進(jìn)行反向彎曲性能試驗(yàn)。
反向彎曲試驗(yàn)的彎心直徑比彎曲試驗(yàn)相應(yīng)增加一個(gè)鋼筋直徑。先正向彎曲45度,后反向彎曲23度,后反向彎曲23度。經(jīng)反向彎曲試驗(yàn)后,鋼筋受彎曲部位表面不得產(chǎn)生裂紋。
3.表面質(zhì)量
鋼筋表面允許不得有裂紋、結(jié)疤和折疊。鋼筋表面允許有凸塊,但不得超過橫肋的高度,鋼筋表面上其他缺陷的深度和高度不得大于所在部位尺寸的允許偏差。

本網(wǎng)站全力支持關(guān)于《中華人民共和國廣告法》實(shí)施的“違禁詞”相關(guān)規(guī)定,且已竭力規(guī)避使用“違禁詞”。故即日起凡本網(wǎng)站任意頁面含有“違禁詞”介紹的文字或圖片,一律非本網(wǎng)站主觀意愿并即刻失效,不可用于客戶行為的參考依據(jù)。凡訪客訪問本網(wǎng)站,均表示認(rèn)同此條約!感謝配合!
您好,歡迎蒞臨合肥美德,歡迎咨詢...
 觸屏版二維碼 |





