


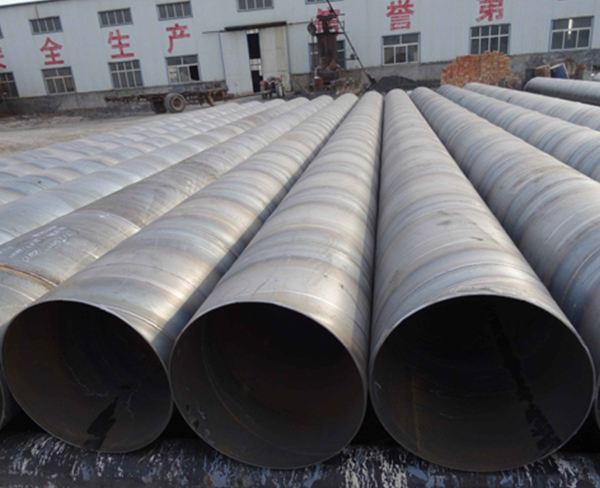

螺旋鋼管的焊縫處理方旋鋼管將帶鋼送入焊管機(jī)組,經(jīng)多道軋輥滾壓,帶鋼逐漸卷起,形成有開(kāi)口間隙的圓形管坯,調(diào)整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。1。如間隙過(guò)大,則造成鄰近效應(yīng)減少,渦流熱量不足,焊縫晶間接合不良而產(chǎn)生未熔合或開(kāi)裂。2。如間隙過(guò)小則造成鄰近效應(yīng)增大,焊接熱量過(guò)大,造成焊縫燒損;或者焊縫經(jīng)擠壓、滾壓后形成深坑,影響焊縫表面質(zhì)量。將管坯的兩個(gè)邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結(jié)晶,終形成牢固的焊縫。






螺旋鋼管表面處理1、清洗:應(yīng)用溶劑、乳劑清洗鋼材外表,以到達(dá)去除油、油脂、塵土、光滑劑和相似的有機(jī)物,但它不克不及去除鋼材外表的銹、氧化皮、焊藥等,因而在防腐出產(chǎn)中只作為輔佐伎倆。2、工具除銹:首要運(yùn)用鋼絲刷等工具對(duì)鋼材外表進(jìn)行打磨,可以去除松動(dòng)或翹起的氧化皮、鐵銹、焊渣等。手工工具除銹能到達(dá)Sa2級(jí),動(dòng)力工具除銹可到達(dá)Sa3級(jí),若鋼材外表附著結(jié)實(shí)的氧化鐵皮,工具除銹結(jié)果不理想,達(dá)不到防腐施工要求的錨紋深度。3、酸洗:普通用化學(xué)和電解兩種辦法做酸洗處置,管道防腐只采用化學(xué)酸洗,可以去除氧化皮、鐵銹、舊涂層,有時(shí)可用其作為噴砂除銹后的再處置。化學(xué)清洗固然能使外表到達(dá)必然的潔凈度和粗拙度,但其錨紋淺,并且易對(duì)情況形成污染。

增加螺旋鋼管的穩(wěn)定性能的方法:1)螺旋鋼管生產(chǎn)廠家中小型型鋼、盤條、鋼筋、中口徑鋼管、鋼絲及鋼絲繩等,可在通風(fēng)良好的料棚內(nèi)存放,但必須上苫下墊。2)螺旋鋼管生產(chǎn)廠家一些小型鋼材、薄鋼板、鋼帶、硅鋼片、小口徑或薄壁鋼管、各種冷軋、冷拔鋼材以及價(jià)格高、易腐蝕的金屬制品,可存放入庫(kù)。3)螺旋鋼管生產(chǎn)廠家大型型鋼、鋼軌、辱鋼板、大口徑鋼管、鍛件等可以露天堆放。4)螺旋鋼管生產(chǎn)廠家在倉(cāng)庫(kù)里不得與酸、堿、鹽、水泥等對(duì)鋼材有侵蝕性的材料堆放在一起。不同品種的鋼材應(yīng)分別堆放,防止混淆,防止接觸腐蝕。5)庫(kù)房應(yīng)根據(jù)地理?xiàng)l件選定,一般采用普通封閉式庫(kù)房,即有房頂有圍墻、門窗嚴(yán)密,設(shè)有通風(fēng)裝置的庫(kù)房。

本網(wǎng)站全力支持關(guān)于《中華人民共和國(guó)廣告法》實(shí)施的“違禁詞”相關(guān)規(guī)定,且已竭力規(guī)避使用“違禁詞”。故即日起凡本網(wǎng)站任意頁(yè)面含有“違禁詞”介紹的文字或圖片,一律非本網(wǎng)站主觀意愿并即刻失效,不可用于客戶行為的參考依據(jù)。凡訪客訪問(wèn)本網(wǎng)站,均表示認(rèn)同此條約!感謝配合!
您好,歡迎蒞臨合肥美德,歡迎咨詢...
 觸屏版二維碼 |





