


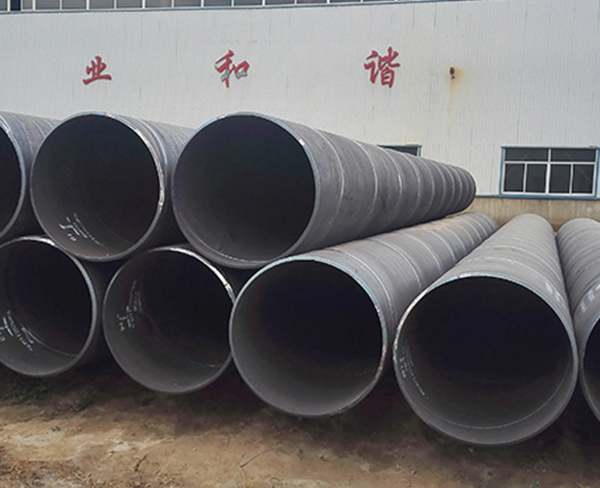

螺旋鋼管:是將低碳碳素結(jié)構(gòu)鋼或低合金結(jié)構(gòu)鋼鋼帶按一定的螺旋線的角度(叫成型角)卷成管坯,然后將管縫焊接起來制成,它可以用較窄的帶鋼生產(chǎn)大直徑的鋼管螺旋鋼管的特點(diǎn):直縫焊管出產(chǎn)工藝簡(jiǎn)略,出產(chǎn),本錢低,開展較快。螺旋焊管的強(qiáng)度普通比直縫焊管高,能用較窄的坯料出產(chǎn)管徑較大的焊管,還可以用相同寬度的坯料出產(chǎn)管徑分歧的焊管。然則與一樣長(zhǎng)度的直縫管比擬,焊縫長(zhǎng)度添加30~100%,并且出產(chǎn)速度較低。






螺旋鋼管處理工藝包括預(yù)熱、加熱、冷卻:(1)鋼軌頭部預(yù)熱利用工頻電源將鋼軌頭部感應(yīng)加熱,預(yù)到550~600°C,其目的是提高后期感應(yīng)加熱時(shí)的電效率。如:電源功率和頻率配置得合適,螺旋焊管價(jià)格可以直接進(jìn)行感應(yīng)加熱而不必。(2)鋼軌頭部加熱到淬火溫度利用中頻電源頻率為Hz電源將鋼軌頭部加熱到850~900T:,進(jìn)行短時(shí)間透熱均溫,頭部金屬完全奧氏體化。隨后,立即進(jìn)人快速淬火冷卻。(3)鋼軌頭部淬火冷卻鋼軌頭部達(dá)到奧氏體化溫度后,立即行壓縮空氣噴吹或壓力噴霧淬火冷卻。在C曲線的高溫區(qū)段控冷卻速度,保持冷卻速度獲得細(xì)小片層間距的珠光體組織。淬火卻階段當(dāng)頭部溫度下降至450~500°C時(shí),應(yīng)停止壓縮空氣或壓水霧冷卻,轉(zhuǎn)為空冷直到常溫。

防腐螺旋鋼管的硬度指標(biāo):金屬材料抵抗硬的物體壓陷表面的能力,稱為硬度。根據(jù)試驗(yàn)方法和適用范圍不同,硬度又可分為布氏硬度、洛氏硬度、維氏硬度、肖氏硬度、顯微硬度和高溫硬度等。對(duì)于防腐螺旋鋼管來說一般常用的有布氏、洛氏、維氏硬度三種。A、布氏硬度(HB用一定直徑的鋼球或硬質(zhì)合金球,以規(guī)定的試驗(yàn)力(F)壓入式樣表面,經(jīng)規(guī)定保持時(shí)間后卸除試驗(yàn)力,測(cè)量試樣表面的壓痕直徑(L)布氏硬度值是以試驗(yàn)力除以壓痕球形表面積所得的商。B、洛氏硬度(HK)洛氏硬度試驗(yàn)同布氏硬度試驗(yàn)一樣,都是壓痕試驗(yàn)方法。不同的是,它是測(cè)量壓痕的深度。C、維氏硬度(HV)維氏硬度試驗(yàn)也是一種壓痕試驗(yàn)方法,是將一個(gè)相對(duì)面夾角為1360的正四棱錐體金剛石壓頭以選定的試驗(yàn)力(F)壓入試驗(yàn)表面,經(jīng)規(guī)定保持時(shí)間后卸除試驗(yàn)力,測(cè)量壓痕兩對(duì)角線長(zhǎng)度。

本網(wǎng)站全力支持關(guān)于《中華人民共和國(guó)廣告法》實(shí)施的“違禁詞”相關(guān)規(guī)定,且已竭力規(guī)避使用“違禁詞”。故即日起凡本網(wǎng)站任意頁(yè)面含有“違禁詞”介紹的文字或圖片,一律非本網(wǎng)站主觀意愿并即刻失效,不可用于客戶行為的參考依據(jù)。凡訪客訪問本網(wǎng)站,均表示認(rèn)同此條約!感謝配合!
您好,歡迎蒞臨合肥美德,歡迎咨詢...
 觸屏版二維碼 |





