



螺旋鋼管施工方案注意事項1。首先就是焊接,螺旋鋼管的接口焊接采用電弧焊,一遍打底,二遍成活,每道焊縫均一次焊完,每層施焊的引熄弧點須錯開。2.每支螺旋鋼管在焊接前應先修口、清渣、管端端面的坡口角度、鈍邊、間隙,應符合規范規定;不得在對口間隙夾焊幫條或用加熱法縮小間隙施焊。3.在對口時應使內壁齊平,采用長300mm的直尺在接口內壁周圍順序貼靠,錯口的允許偏查差應為0。2倍壁厚,且不得大于2mm。4.對口縱、環向焊縫的位置應符合下列規定:縱向焊縫應在管道中心垂線上半圓的45°左右處;5。當定位焊時,定位焊縫所有焊條號(或牌號)應與正式焊接相同,但焊條直徑可選細一些。定位焊縫的焊接電流要選得比正式焊接時大一些,通常大10%-15%,以保證焊透。






如何增加螺旋鋼管的穩定性能1。中小型型鋼、盤條、鋼筋、中口徑鋼管、鋼絲及鋼絲繩等,可在通風良好的料棚內存放,但必須上苫下墊。2。一些小型鋼材、薄鋼板、鋼帶、硅鋼片、小口徑或薄壁鋼管、各種冷軋、冷拔鋼材以及價格高、易腐蝕的金屬制品,可存放入庫。3。螺旋鋼管廠保管螺旋鋼管產品的場地或倉庫,應選擇在清潔干凈、排水通暢的地方,遠離產生有害氣體或粉塵的廠礦。在場地上要清除雜草及一切雜物,保持鋼材干凈。4。大型型鋼、鋼軌、辱鋼板、大口徑鋼管、鍛件等可以露天堆放。

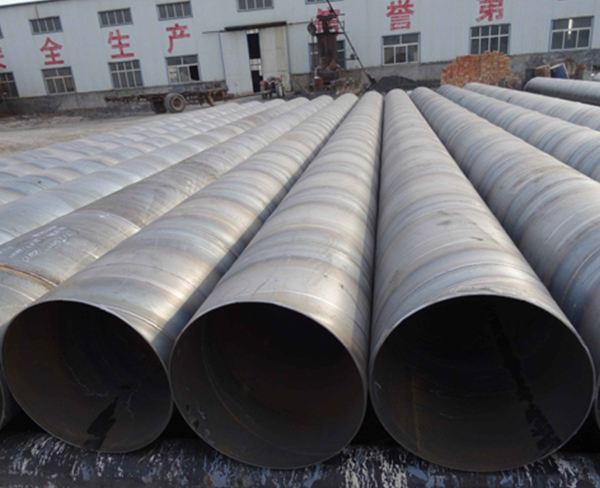
大口徑螺旋鋼管是一種籠統的叫法,一般是指直徑大于1米的螺旋鋼管。螺旋鋼管是用鋼帶經過彎曲成型,然后經焊接制成。大口徑螺旋鋼管簡述介紹:大口徑螺旋鋼管是一種籠統的叫法,一般是指直徑大于1米的螺旋鋼管。螺旋鋼管是用鋼帶經過彎曲成型,然后經焊接制成。鋼管要進行水壓、彎曲、壓扁等實驗,對表面質量有一定要求,通常交貨長度為12米,常要求定尺交貨。

本網站全力支持關于《中華人民共和國廣告法》實施的“違禁詞”相關規定,且已竭力規避使用“違禁詞”。故即日起凡本網站任意頁面含有“違禁詞”介紹的文字或圖片,一律非本網站主觀意愿并即刻失效,不可用于客戶行為的參考依據。凡訪客訪問本網站,均表示認同此條約!感謝配合!
您好,歡迎蒞臨合肥美德,歡迎咨詢...
 觸屏版二維碼 |





